
 The government of the Indian state of Orissa announced its policy for biofuel production which includes a slew of incentives as well as measures to promote the establishment of energy plantations. The state aims to bring 600,000 hectares of barren and fallow land under Jatropha and Karanj. At least 2 million hectares degraded land are available in the State. The new policy's other objectives are to provide a platform for investors and entrepreneurs, market linkages and quality control measures.
The government of the Indian state of Orissa announced its policy for biofuel production which includes a slew of incentives as well as measures to promote the establishment of energy plantations. The state aims to bring 600,000 hectares of barren and fallow land under Jatropha and Karanj. At least 2 million hectares degraded land are available in the State. The new policy's other objectives are to provide a platform for investors and entrepreneurs, market linkages and quality control measures.

NETL and USAF release feasibility study for conceptual Coal+Biomass-to-Liquids facility
 The U.S. Department of Energy’s National Energy Technology Laboratory (DOE/NETL) and the U.S. Air Force have released a study that examines the feasibility of producing 100,000 barrels per day of synthetic jet fuel from coal and biomass. The study made a life-cycle analysis and showed the coal+biomass-to-liquids (CBTL) facilities could cut emissions of carbon dioxide (CO2), the primary greenhouse gas, by 20 percent compared to conventional petroleum processes. The resulting fuels would be competitive at current oil prices.
The U.S. Department of Energy’s National Energy Technology Laboratory (DOE/NETL) and the U.S. Air Force have released a study that examines the feasibility of producing 100,000 barrels per day of synthetic jet fuel from coal and biomass. The study made a life-cycle analysis and showed the coal+biomass-to-liquids (CBTL) facilities could cut emissions of carbon dioxide (CO2), the primary greenhouse gas, by 20 percent compared to conventional petroleum processes. The resulting fuels would be competitive at current oil prices.The study provides a performance baseline that can be used to show how CBTL with carbon capture and storage would capitalize on domestic energy resources, provide a buffer against rising petroleum and natural gas prices, and mitigate output of CO2.
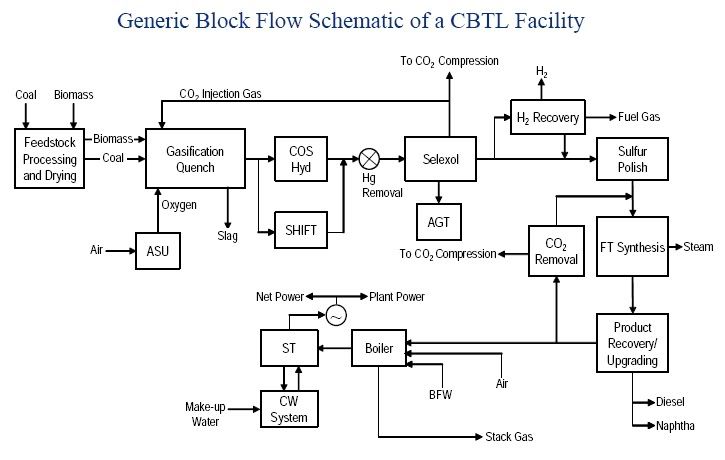
The joint NETL/Air Force report, Increasing Security and Reducing Carbon Emissions of the U.S. Transportation Sector: A Transformational Role for Coal with Biomass [*.pdf] looks at a plant design that would gasify coal and biomass, and then convert the gas to jet fuel using Fischer-Tropsch (FT) chemistry (schematic, click to enlarge). The report is the first of a series of feasibility and conceptual plant design studies undertaken for commercial-scale FT plants employing co-gasification of coal and biomass.
At full capacity, a single plant, using the base-case configuration outlined in the report, would use more than 4,500 tons of high-sulfur bituminous coal and nearly 630 tons of corn stover per day. From this feedstock it would produce:
- Nearly 7,500 barrels per day of diesel fuel or aviation jet fuel that, with additives, can be delivered to end-use customers.
- More than 3,500 barrels per day of liquid naphtha products that can be shipped to a refinery for further upgrading to commercial-grade products or sold as chemical feedstock.
- 11.1 megawatts of electricity that can be exported to the grid, in addition to the electricity generated for internal use.
 energy :: sustainability :: climate change :: carbon capture and storage :: biomass :: bioenergy :: synthetic fuel :: biomass-to-liquids :: coal+biomass-to-liquids :: gasification :: Fischer-Tropsch ::
energy :: sustainability :: climate change :: carbon capture and storage :: biomass :: bioenergy :: synthetic fuel :: biomass-to-liquids :: coal+biomass-to-liquids :: gasification :: Fischer-Tropsch :: The comparison of CO2 emissions between petroleum-derived diesel and FT diesel was based on a limited well-to-wheel life cycle analysis. The analysis for each fuel included the major CO2 sources from the production and transportation of the feedstocks to the refinery/plant, the CO2 emitted during production, and the CO2 emissions resulting from transportation of the diesel product to the end user and the combustion of the product. Most of these CO2 emissions, apart from the combustion of the fuel itself, result from the energy used in each processing step.
The major limit imposed on the life cycle analysis was that the CO2 emissions resulting from the construction of the CTL facility were not considered. To be conservative, no credit was taken for soil carbon storage by the biomass. Complete greenhouse gas (GHG) emissions were not considered. The study considered only emissions of carbon dioxide.
Three types of biomass were examined in this study: switchgrass, poplar trees, and corn stover. In all cases, Illinois #6 bituminous coal was used. A conceptual process design was prepared for a CBTL facility capable of co-feeding coal and biomass into a gasifier to produce a syngas suitable for FT synthesis. The conceptual design estimated the performance, size, and cost of the major pieces of equipment and provided the basis for estimating the CO2 emissions associated with the synthesis of FT diesel.
Most of the estimates for CO2 emissions associated with the production, transportation, and processing of feedstocks and end products were obtained from the Argonne National Laboratory (ANL) Greenhouse Gases, Regulated Emissions, and Energy Use in Transportation (GREET) Model version 1.7. GREET is a publicly available model that was sponsored by the DOE Office of Energy Efficiency and Renewable Energy and has been used to evaluate various fuel and vehicle systems for government and industry. It is a widely accepted model for estimating greenhouse gas emissions from fuels on a well-to-wheels basis.
The study is a well-to-wheels carbon analysis and includes the carbon dioxide emitted in production of the feeds to the CBTL plant, the carbon dioxide emitted during conversion of the input coal and biomass to FT fuels, and the transportation and combustion of these fuels.
Estimates for the CO2 emissions from a conventional refinery were obtained from multiple sources including GREET. A broad range of estimates were reported, depending on the assumed operating efficiency of the refinery.
Conceptual CBTL designs were examined for all three types of biomass. In these conceptual designs coal and biomass are gasified in entrained flow gasifiers and the raw synthesis gas is cleaned of impurities. The clean synthesis gas is then sent to slurry phase FT reactors where the hydrocarbon fuels are produced. Slurry phase reactor technology is under development by several companies and Sasol is utilizing these reactors at their Oryx Gas-to-Liquids (GTL) plant in Qatar. Slurry reactors have excellent heat transfer characteristics and allow high conversions of synthesis gas per pass. However, there has not been much commercial experience with these reactors and there are issues relating to hydrodynamics and separation of the wax produced in the FT process from the fine catalyst. Wax is produced to maximize the distillate yield. The wax is hydrocracked to produce additional distillate product.
For each conceptual plant, estimates were made for the amount of biomass that would have to be co-fed with coal to attain the target 20% reduction in CO2 emissions. In these plant configurations about 88% of the carbon dioxide emissions resulting from the conversion of the coal to FT fuels are captured and compressed to 2,200 psi. After compression it is assumed that the carbon dioxide is piped from the CBTL plant boundary.
In the analysis, except for one sensitivity case, no additional cost for sequestering or storing the carbon dioxide is included in the economics. In the sensitivity case a cost of $4.60 per metric tonne was added for carbon dioxide transportation, sequestering, and monitoring (TS&M). This increased the required selling price of the FT fuels by about 1.8 percent compared to cases with no costs for TS&M.
However, if the carbon dioxide could be sold for enhanced oil recovery (EOR) operations or other reuse it would have a net positive value and be a credit in the economic analysis. The results of the study indicated that FT diesel can be produced at the target CO2 reduction level by co-gasifying coal with a relatively modest amount of biomass. For woody biomass, the CO2 reduction target could be attained using 10-15% woody biomass by weight (7-10% by energy) on an as-received basis. For switchgrass, the CO2 reduction target could be attained using 12-18% biomass by weight (7-10% by energy) and for corn stover the needed amount is 12-18% biomass by weight (7-11% by energy).
As part of the study, a scoping level economic analysis was performed for the coal-only plant and the CBTL plants. Based on the economic parameters used in this study, the required selling price (RSP) of the diesel product was estimated to be about $71/barrel for a coal-only (CTL) plant. On a crude oil equivalent basis this would be about $55/bbl. For the woody biomass CBTL plants the RSP of the fuel is estimated to be about $76/barrel. On a crude oil equivalent basis, this is equivalent to $58-59/bbl or about seven percent higher than the coal-only case. For the corn stover and switchgrass plants the RSP of the fuel was estimated to be about $75/bbl. On a crude oil equivalent basis this is about $58/bbl. Some sources, including GREET, indicate that dedicated energy crops including short rotation woody biomass and switchgrass could further reduce the CO2 footprint of a CBTL plant. If the full soil carbon credit can be realized, it would be possible to meet the CO2 reduction goal with as little as 5-10% by weight woody biomass. However, whether or not soil carbon sequestration should be included and the amount of this credit is a controversial issue at present. To be conservative it was decided not to include this credit in this analysis. Because the percentage of biomass required is relatively low and within the range of the limited demonstration test data available for coal:biomass co-feeding to pressurized gasifiers, it is concluded that the proposed CBTL process is potentially feasible.
Energy crops
A limited resource assessment was performed to determine if sufficient biomass can be harvested and transported to a CBTL facility of sufficient size to be economically practical. It was determined that the biomass availability would not be a major limiting factor for CBTL plants in the 7,500 BPD diesel capacity range. This size CBTL facility would require a sustainable annual supply of biomass of about 1,000 TPD. For switchgrass and poplar with dry yields per acre of about 5-6 tons, the total land area required would be about 1,440 square miles (a radius of about 22 miles).
This assumes that only 8 percent of the land is available for production of the energy crops. For corn stover with a lower crop yield of about two dry tons per acre (half of the crop is left on the land for soil conditioning), the area required for sustained operations to produce 1000 TPD would be about 920 square miles (radius of about 17 miles) because the land available for production is assumed to be as high as 31 percent.
All three biomass types examined in this study showed nearly equivalent performance in the CBTL process. Regional land availability will be the most important determinant of which biomass type to use for a specific site. The reference plant studied was a 7,500 BPD diesel plant located in southern Illinois. This plant size was chosen based on a preliminary and highly approximate estimate for the amount of biomass that may be required. The report does not suggest that 7,500 BPD is either the maximum or optimum size for a CBTL plant. It was shown that larger plants of at least 30,000 BPD are feasible based on biomass resource availability. It is left as a recommendation for further work to perform a more detailed biomass resource and infrastructure assessment which would be needed to determine the maximum CBTL plant size that is technically feasible and to determine the optimum plant size for which economies of larger scale balance the increased cost of collecting larger quantities of biomass.
Time horizon
Multiple scenarios were presented with timelines for the build up of a CBTL industry. In the most conservative scenario, the production goal of 100,000 BPD is not attained until 2026. Incentives could stimulate the development of the industry. An aggressive hypothetical production ramp-up was prepared for the construction of seven CBTL facilities that would meet the DoD goal of obtaining 100,000 BPD of synthetic fuel by 2016. The ramp-up assumes that the first two plants will be small 7,500 BPD facilities of the same design as the reference plant. These first plants will use corn stover since this type of biomass is currently available. It is
assumed that over time, more plants will be constructed simultaneously; future plants will be larger in capacity (up to 22,500 BPD) and shake down periods for start-up will grow shorter. These later plants would use mixtures of switchgrass, corn stover, and woody biomass.
Although specific plant locations were not proposed, a national biomass resource assessment has forecast that there will be abundant quantities of suitable biomass available in multiple geographic regions in the U.S. by 2016 and that the hypothetical ramp-up is feasible with respect to resource availability.
Because biomass availability is often seasonal for some crops it is recommended that any CBTL plant have processing equipment on site that is suitable for several biomass types. Although this will increase capital cost, in that way when corn stover is available, after the corn harvest, the CBTL facility can utilize this crop predominately. When the switchgrass is available after harvesting, the facility could use this feed. The woody biomass should be available most of the time depending on the cutting cycle. The coal would act as the flywheel to keep the plant operating at a fairly constant output.
The concept of using both coal and biomass together to produce high quality FT fuels via gasification should be advantageous to both coal and biomass to energy technologies. Coprocessing biomass with coal can significantly reduce the carbon footprint of a CTL facility and the gasification route allows non-food product biomass-like cellulose and lignin to be used for energy production.
In conclusion, the report finds economic benefits for converting coal and biomass to liquids, based on the price of crude oil. At current crude oil prices of over $60 per barrel, the commercial-scale CBTL plant configurations are shown to produce products that are competitive in the liquid fuel markets.
References:
National Energy Technology Laboratory: Increasing Security and Reducing Carbon Emissions of the U.S. Transportation Sector: A Transformational Role for Coal with Biomass - Department of Energy, National Energy Technology Laboratory and the Department of Defense, Air Force - August 24, 2007.







0 Comments:
Post a Comment
Links to this post:
Create a Link
<< Home